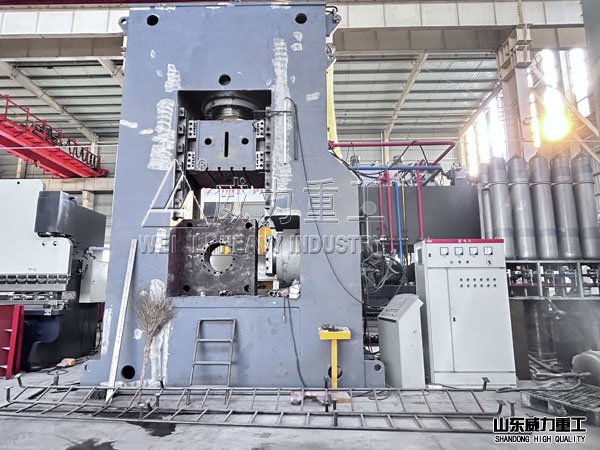
熱鍛成型挖掘機斗齒的液壓機一般多為多鍛造油壓機,根據鍛造斗齒的規格尺寸,選擇合適噸位、結構的斗齒鍛造油壓機。文中介紹的這款1200噸多向鍛造液壓機,是剛為客戶設計研發的一款熱鍛斗齒液壓機,可用于2.5公斤中的斗齒生產。如果您生產的是17公斤的斗齒,應該選用5000噸斗齒鍛造液壓機。
 鍛造斗齒
鍛造斗齒
1200噸多向鍛造油壓機的特點:
1、多向施力:1200噸多向鍛造油壓機可以在三個或更多的方向上施加力量,使得金屬在多個方向上均勻變形和填充模具。這樣可以實現更復雜的形狀和更高的鍛造精度。
2、高壓力和高精度:1200噸多向鍛造油壓機通常配備較大的液壓系統,可以提供高壓力輸出,滿足鍛造過程中對于力量的需求。同時,采用精密的液壓控制系統,可以實現鍛造過程的高精度控制,確保鍛件的尺寸和質量。
3、高效率和節能性:多向鍛造油壓機采用先進的液壓技術和控制系統,具備高效率和節能性。通過優化液壓系統和減少能量損失,能夠降低能源消耗,提高設備的生產效率。
4、自動化和智能化:現代1200噸多向鍛造油壓機通常配備自動化和智能化控制系統,可以通過編程和參數設定實現自動化的運行和控制。這樣可以提高生產效率,減少操作人員的勞動強度,并且可以監測和記錄鍛造過程中的各項數據,提供數據支持和分析。
工藝流程:
1、準備金屬材料:首先,準備需要鍛造的金屬材料,如鋼坯。確保金屬材料的質量符合要求。
2、加熱:將金屬材料加熱到適當的溫度,以使其具有一定的塑性,方便進行鍛造變形。
3、模具準備:準備好所需的鍛造模具。模具通常根據產品的形狀和尺寸進行設計和制造。
4、裝填模具:將加熱后的金屬材料放入模具中。
5、鍛造加工:啟動1200噸多向鍛造油壓機,通過液壓系統施加力量,使金屬材料在多個方向上進行塑性變形,填充模具。這個過程涉及到多個步驟和循環,以逐漸形成所需的鍛件形狀。
6、冷卻:待鍛造完成后,進行適當的冷卻處理,以固化金屬材料的結構和性能。
7、后續處理:根據需要,對鍛造件進行清潔、修整、熱處理等后續處理工藝,以提高鍛件的力學性能和表面質量。
斗齒鍛造成型工藝:
一種挖掘機斗齒鍛造加工工藝,其將圓鋼按尺寸下料后加熱至鍛造所需的溫度,然后將圓鋼水平放入預鍛型腔鍛打后翻轉90°再次進行鍛打,預鍛型腔為一端厚一端薄的扁平狀,將預鍛后的坯料較薄的一端向下豎直放入終鍛型腔中,楔形沖頭向下對坯料進行劈擠鍛打,經過4~5次鍛打后坯料成型為鍛造毛坯,然后將鍛造毛坯進行機加工和熱處理。